
数控折弯机

ST-110-4000电液伺服数控折弯机技术文件
一、机床型号名称
1、型 号:ST-110-4000 数控折弯机
2、名 称:电液伺服数控折弯机
3、数控配置:荷兰 DELEM DA53T(电液伺服同步控制)数控控制 4+1 轴(Y1、Y2、X、R)+V
4、模具配置:按客户需求配做
二、机床主要技术参数

三、机床执行的标准:
JB/T 2257.1-1992 《板料折弯机 技术条件》
JB/T 2257.2-1999 《板料折弯机 型式与基本参数》JB/GQ-F 2012-86
《板料折弯机 产品质量分等标准》DBS002-91
《板料折弯机性能与试验要领》 机床检验执行国标 GB/T 14349-93
四、机床主要精度
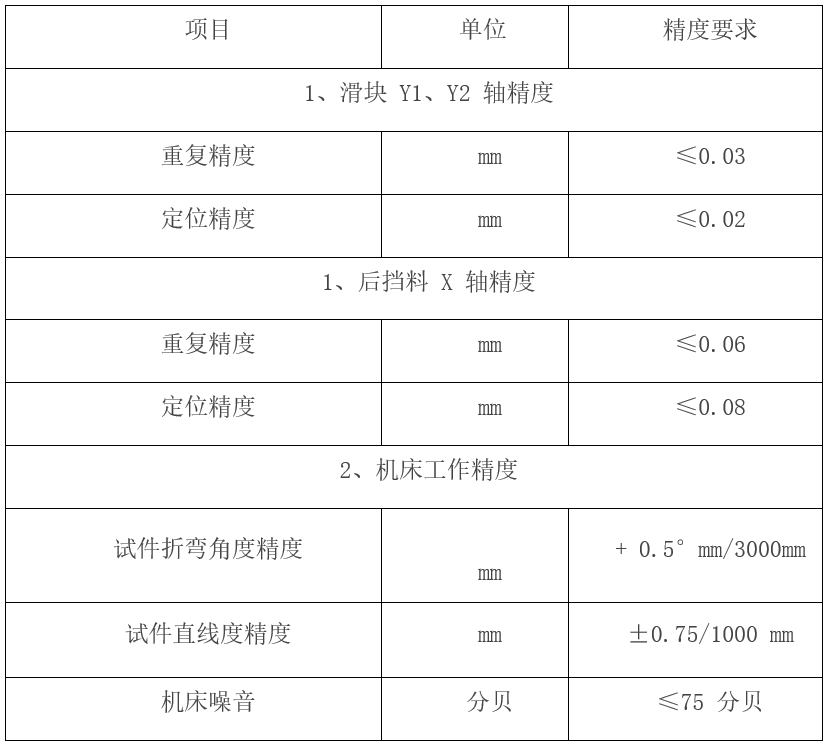
五、机床主要结构
本机床由机架、滑块、事情台、油缸、液压比例伺服系统、位置检测系统、数控制系统和电气系统组装而成。
本机床传动结构为上动式设计:
1.本机床的机械结构主要由机架、事情台、滑块、主油缸、和后挡料等部分组成。完善的设计与制造工艺,可以有效的包管机床的制造及使用精度。主要构件的制造工艺流程:
钢板采购入库 → 理化检验 → 钢板外貌预处理(防锈处理)→数控火焰切割下料→切削加工各焊接结合面→组焊→气体掩护焊接→振动时效处理→大型落地铣镗床、大型龙门铣床等机械加工工序→装配制品;
2、机架接纳框架式结构,全钢整体焊接结构,通过正火及高泼魅振动时效消除内应力,包管机床的整体精度,有极佳的刚度,有极好的抗扭曲、抗倾斜能力。加厚的事情台板、加厚的滑块,使整机具有很高的刚性,因此折弯时滑块、事情台变形极小,工件具有极好的直线度和角度一致性。
◆ 接纳大型落地镗铣床,用整体一次加工法,作精密加工,以确保机床整体加工精度。
◆ 通过两个油缸来控制滑块的上下运动。滑块同步机构接纳数控电液伺服控制同步,稳定可靠。
◆ 接纳荷兰 DELEM 折弯机专用数控系统,来控制 Y 轴(即滑块的上下运动)。
◆ 显示 X、Y 轴、V 轴的现在与目标位置。
◆ 有手动、半自动方法及全自动方法。
◆ 后挡料装置具有自动退避料及延迟行动的功效。
◆ 后挡料装置接纳高性能伺服电机及精密滚珠丝杆与直线导轨,使 X 轴传动。
◆ 定位精度及重复定位精度,有可靠包管。
六、液压系统
该机床液压系统和液压元件是原装进口德国 Rexroth 系统,液压系统是专为数控折弯机研制开发的。

该系统具有如下特点:
◆ 1、电液伺服阀组驱动,结构紧凑,密封性能强,同步精度高,使用寿命长。
◆ 2.外置大通径充液阀,速度高,损耗低。
◆ 3.接纳海特克内啮合齿轮w66利来国际泵可蒙受w66利来国际,噪音低。
◆ 4.油缸密封接纳美国 PARKER 公司的密封元件,低磨损,无泄露。
◆ 5.液压系统有超负荷溢流宁静掩护。
◆ 6.油位高度有清晰直观的显示。
◆ 7.高精度的导向系统、位置丈量系统和液压均衡功效,能满足全长加工的需要。
◆ 8.机床可在额定负荷下连续事情,液压系统无泄漏且连续稳定,精度高。
◆ 9. 接纳无缝钢管连接各液压元件,耐w66利来国际,耐腐化,具有较好的抗攻击性,降低维护频率。
七、机床滑块同步控制(Y1、Y2 轴)
机床滑块同步控制(Y1、Y2 轴), 接纳德国 Bosch 公司折弯机专用数字闭环液压系统(电-液比例伺服同步控制系统),该系统是一种位置控制系统,是由 ①驱动总成、②压力控制阀单位、③闭环控制阀单位、④ 闭环比例阀放大器、⑤液压缸、⑥位置检测系统、⑦CNC 系统、⑧ 电气系统等组成。两个活塞油缸在行程历程中的位置同步和行程终点的定位是通过电液同步伺服系统实现的,具有较高的同步精度和重复定位精度。
它使滑块可在快速趋近、事情行程、终点定位和回程的历程中始终与事情台坚持平行。当滑块在种种扰动和偏载的作用下爆发倾斜时,它通过光栅尺动态地检测出滑块的同步误差,并反响到数控系统。由数控系统的电液伺服阀纠正滑块的同步误差,它通过控制比例伺服阀调解进入油缸油液的流量和压力等参数,使两活塞坚持位置同步,从而使得滑块与事情台坚持平行。单机滑块同步精度≤0.02mm。
Y1、Y2 轴--滑块左、右两边各装配意大利 GIVI MISURE高精密线性玻璃光栅尺。
(Y1-Y2),它们用来测定滑块与事情台简直切距离,光栅尺与立柱接纳软性联接,这样立柱变形不会影响定位。位置数据立即反响到数控系统,它便可以测算出输出伺服阀控制信号(S1-S2)。从而单机滑块定位精度≤0.02mm,滑块重复定位精度≤0.02mm。
八、机床偏载能力
偏载是指在滑块的左侧或右侧进行负载事情。本机床具有较强的抗偏载能力。
在偏载力的作用下,事情台和滑块之间就爆发倾斜,位于滑块两端的光栅检测机构将偏差检测并反响到数控系统,并通过数控系统控制电液比例伺服阀调解进入油缸的油液量,使两活塞坚持位置同步,使事情台和滑块之间坚持较小的平行度误差。
如加工特殊零件,应了解上述偏载情况。一般情况下, 应以制止偏载事情。
九、折弯赔偿
较长工件在吊运加工历程中会有挠度变形,使工件加工精度难以包管。为确保工件的加工精度,特接纳先进技术,设有机械赔偿。赔偿量由数控自动盘算并控制赔偿缸顶起事情台,使挠度赔偿量可以精确控制,通过精确位移传感器反响,使显示控制更精确。调解便当可靠。控制方法自动调理。
十、数控后挡料(X 轴)
X 轴为后挡料控制轴,用来控制折弯翻边尺寸。为整体横粱,通过伺服电机驱动滚珠丝杆运动,四个挡料爪在运动中始终坚持同步,传动平稳,精度高,噪声低。
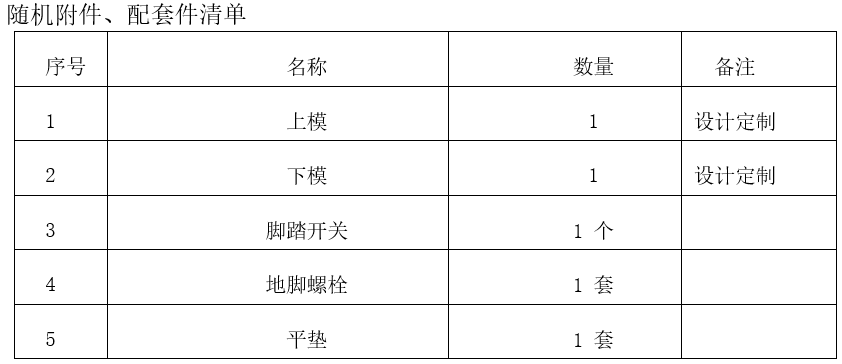
十一、模具
随机提供标准设计制作模具,或凭据用户要求设计制作。
十二、机床电气系统
本机床接纳先进进口荷兰 DELEM DA-53T 数控系统、位置反响接纳意大利 GIVI MISURE光栅尺,所有电器件接纳欧姆龙和施耐德电器件。电控柜由专业生产商南京埃斯顿公司制造,接纳最新按钮站形式。接纳三相 380V、50HZ 电源供电,控制电路由控制变压器提供交流 220V、50Hz 电源,经稳压电源提供稳压 DC24V 给数控系统、桥式整流电路提供电磁阀直流 24V 电源。机床带可移动脚踏开关操作,有紧急停止功效。外露线路经套管掩护,防潮、防腐,降低电路故障频率,掩护操作人员宁静。
十三、机床数控系统

DA-53T 数控系统特点及功效:
DA-53T 数控系统拥有折弯机控制的所有基本功效,Y 轴角度编程,最多控制4+1 轴,拥有清晰 LCD 显示的前面板设计,提供了一个用户友好而又容易操作的界面。DA-53T 提供应用户 500 个程序,每一个程序可有 25 个工步的程序存储空间。
程序中所有的工步及其参数依次排列在一页列表中。每一个程序有一附加页详细说明模具。质料特性和程序计数。
奇特的“快捷键”结构,为编程提供最直接方法,包管迅速而简洁的产品编程。花费较少编程时间和测试时间的折弯示教功效,使折弯机的使用更有效。
基本控制功效为 Y1,Y2 和 X 轴,可选的第二个后挡料轴 R/Z 或 X2 轴。
DA-53T 特点:
1.一页编程;
2.R 轴,Z 轴或 X 轴可选;
3.面板式装置;
4.巨大的内存空间;
5.模具库;
6.伺服控制,变频控制,AC 交流电机控制。
标准配置:
1.电液同步折弯控制;
2.LCD 显示 320×240 象素;
3.存储容量:500 个程序,每个程序 25 个工序;
4.模具库:30 个上模/30 个下模;
5.折弯重复,最大 99;
6.多种语言选择。
编程功效:
1.一页编程;
2.自由设定质料参数;
3.自由体例模具。
盘算功效:
1.折弯压力;
2.压底折弯压力。
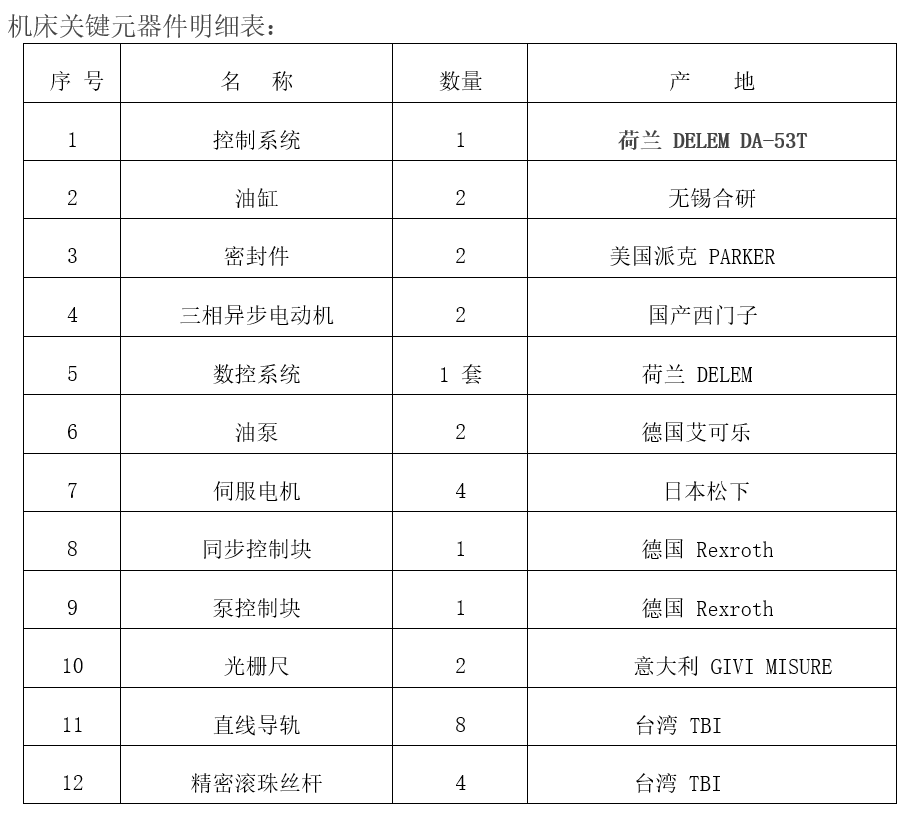
十四、机床主要进口配件及要害原器件明细表
在线留言
产品分类
联系w66利来国际
销售热线0532-88185699
18560685699
售后热线
0532-88180298
18560681234
地点:青岛市黄岛区东岳中路251号