
全电伺服数控冲床
主要性能特点 1、机身:机身接纳“O”型(闭式)结构,钢板焊接,钢板经过严格的质料剖析,包管材质;凭据科学的运动力学原理设计,机身主板、内部筋板设计合理,包管了机身整体的稳定性。机身整体经电炉高温回火处理,消除焊接所爆发的内应力,增强机身稳定性、制止变形;机身喉口尾部特殊设计,减小了喉口高度,增加了机身强度,有效...


主要性能特点
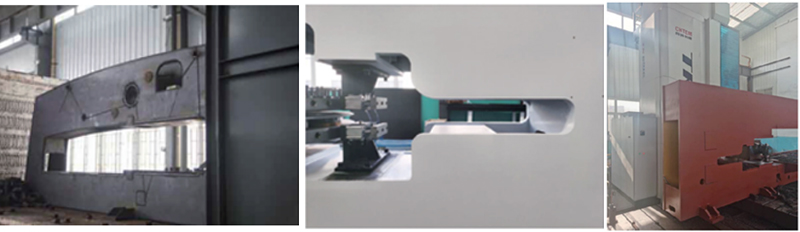
1、机身:
机身接纳 “O”型(闭式)结构,钢板焊接,钢板经过严格的质料剖析,包管材质;凭据科学的运动力学原理设计,机身主板、内部筋板设计合理,包管了机身整体的稳定性。机身整体经电炉高温回火处理,消除焊接所爆发的内应力,增强机身稳定性、制止变形;机身喉口尾部特殊设计,减小了喉口高度,增加了机身强度,有效的包管了床身稳定性和冲压吨位。机身导轨、丝杠、刀盘、定位气缸、传动机构等装置面、装置孔,经大型数控落地镗床一次装夹加工完成,包管了各加工面的平面度、平行度、笔直度和各部套的装配精度,提高了设备的加工精度。
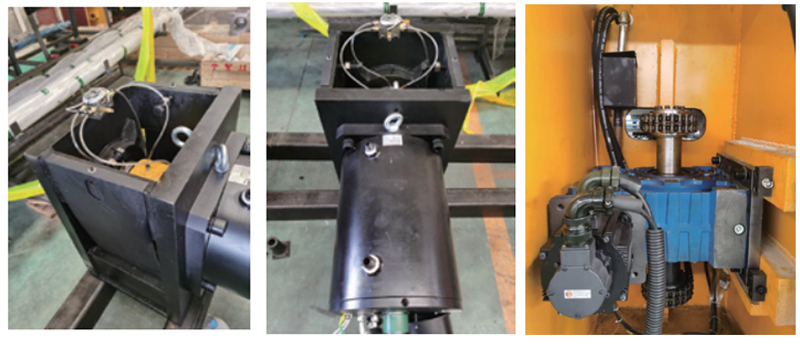
2、冲压总成:
动力头接纳钢板焊接,经高温回火处理,并经过严格的防渗漏处理、测试,具有良好的稳定性;曲轴、连杆、攻击头接纳45#圆钢,经回火、调质、车、磨等工艺加工而成;总玉成部接纳锡青铜衬套,內加奇特的油线槽,接纳w66利来国际油泵循环过滤供油,包管润滑富足、到位,制止因润滑缺乏、油液有杂质造成的磨损,具有强度高、耐磨性强等优点。动力输出接纳大功率空心轴伺服直驱电机,总成曲轴与伺服电机整体连接,制止连接环节过多造成的传动错位、延迟等毛病;直驱冲压运行稳定性高,响应速度快,冲压方法接纳摆冲控制方法,凭据冲压行程、冲压工艺等,自动选择摆动角度,使冲压效率大幅提高。
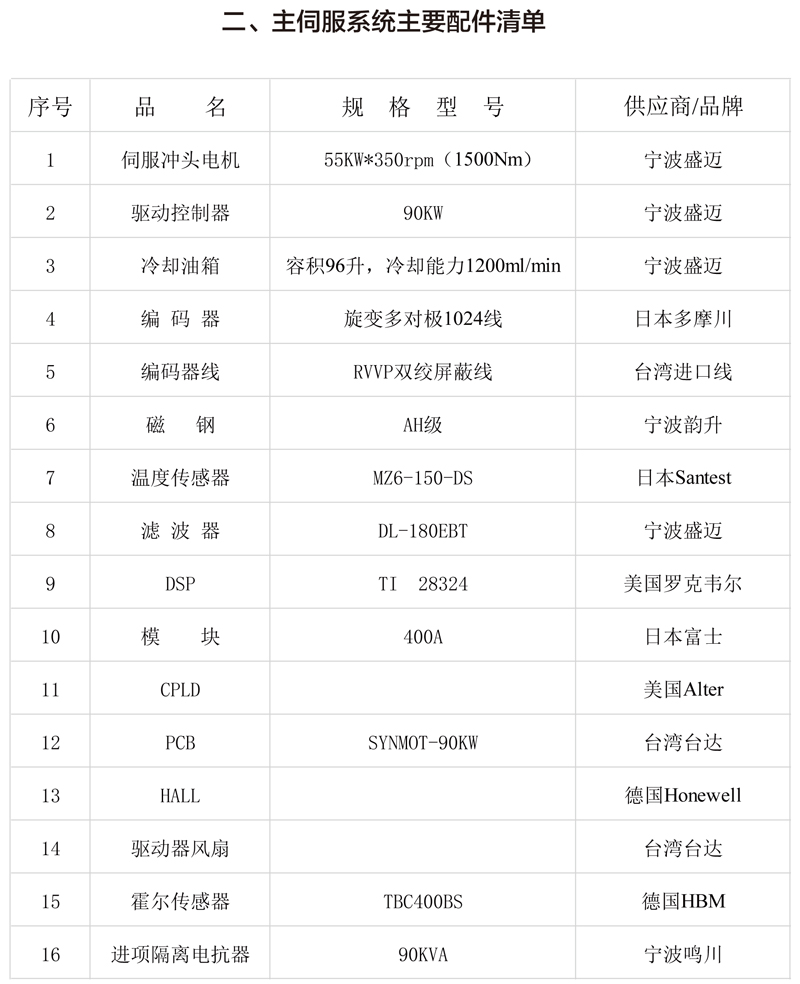
冲头伺服驱动控制器在英国BT公司驱动控制技术的基础上,针对海内转塔冲床的使用要求,进行了特殊程序编写;驱动控制器的焦点元器件均接纳外洋进口元器件,精密性和稳定性可靠。冲头伺服电机接纳油冷机循环供油冷却方法,具有温升低、过载能力强等优点,解决了水冷机冬季严寒地区频繁更换冷却液的麻烦。
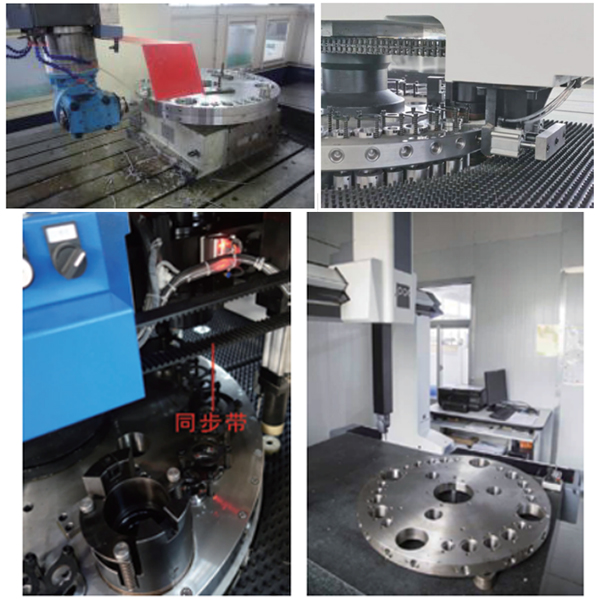
3、传动机构:
刀盘接纳45#碳结钢调质、回火处理,车铣后经大型数控平面圆盘磨床外貌处理,包管了刀盘上下面的平面度和光洁度;专用工装夹具进行成对定位孔加工,包管了上下模位的同轴度;接纳薄塔镶嵌式刀盘结构,在减轻刀盘自重的同时,仍坚持长导向结构,包管了模具的导向稳定性,公司配备大型进口(瑞典海克斯康)三坐标丈量仪,刀盘经检测及格后进行装配(刀盘定位孔分度值其他丈量工具无法检测)。刀盘转动接纳涡轮蜗杆减速机、双链条传动方法,减速机装置于机体内部,增强传动的稳定性及位移精度;刀盘接纳加大气缸座、双气缸定位设计,同步性强,定位稳定、准确,同时制止了刀盘侧套的磨损。旋转工位( 自转工位)接纳同步带传动方法,具有传动速度快、精度高、噪音低等优点。
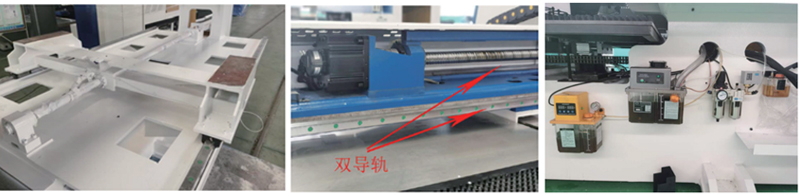
4、送料机构:
Y轴接纳一体连接板、X轴方管横梁双导轨设计,经回火处理,在包管刚性的基础上,降低了部件的自重,运行更稳定、位置度更准;导轨、丝杆均接纳台湾进口牌品,导轨、丝杆装配接纳严格科学的装配工艺,公司配有先进激光准直仪、激光干预仪等检测设备,包管了装配精度,有效的提高了送料精度和运行速度。接纳浮动式气动夹钳,夹持力大、送料平稳;整体式燕尾型拖板,刚性好,夹钳移动便当;上料时夹钳可自动下浮,便当板材进入钳口,大大减轻了操作人员的劳动强度。各运动部件接纳多点自动润滑系统,包管全面润滑,制止因润滑不到位造成运动部件磨损。所有焊接件、铸造件均经过回火处理,消除内应力;机加工配件,全部在公司内部加工完成(精密部件全部由加工中心完成),经检测及格后装配,有效的控制了每个部件的加工公差,消除了配件组装历程中爆发的积累公差
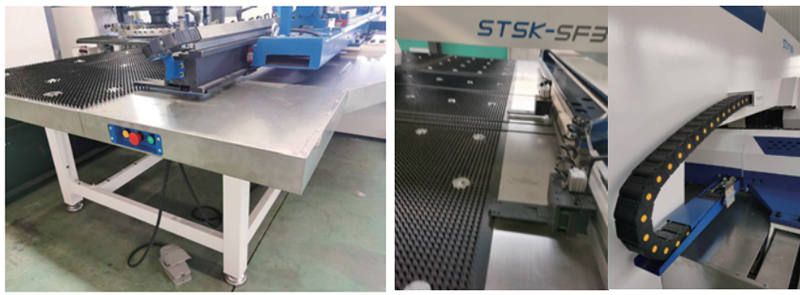
5、事情台面:
接纳万向球、毛刷混淆、气动升降式事情台面,降低了机床事情时的噪音和振动,对加工板材外貌起到了很好的掩护作用,可有效避免板材外貌划伤。特殊的事情台面防尘设计结构,即能避免因间隙过大造成的撞板事故,同时起到对导轨、丝杆的防尘作用;有效的延长了导轨、丝杆的使用寿命。台面周边及台面无毛刷部分接纳不锈钢掩护,美观w66利来国际、坚固耐用,避免板材划伤事情台面。数据线掩护由古板内置方法改为机身侧面拖链掩护设置,减少事情台漏洞,避免刮板、撞板。
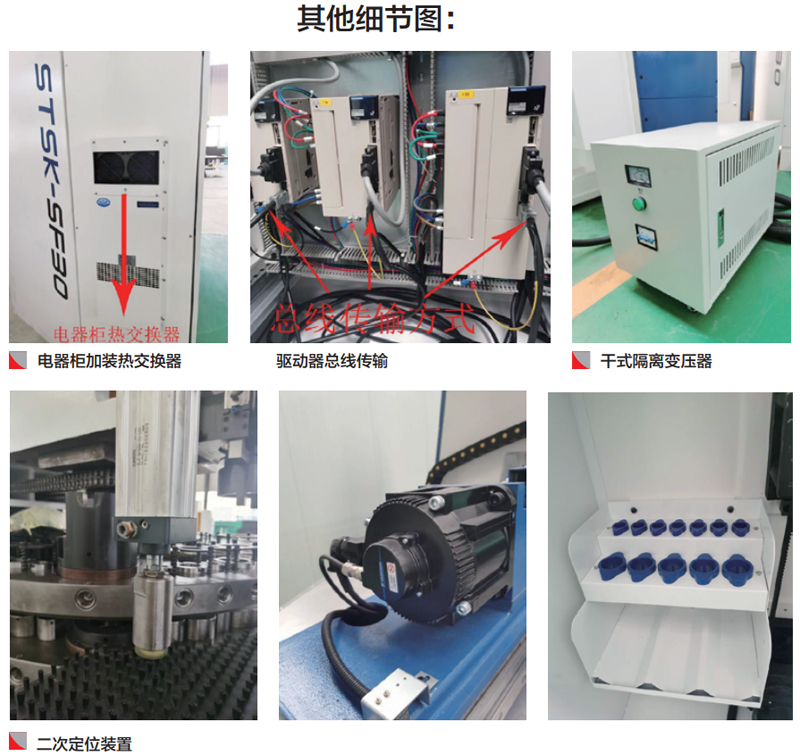
6、控制系统:
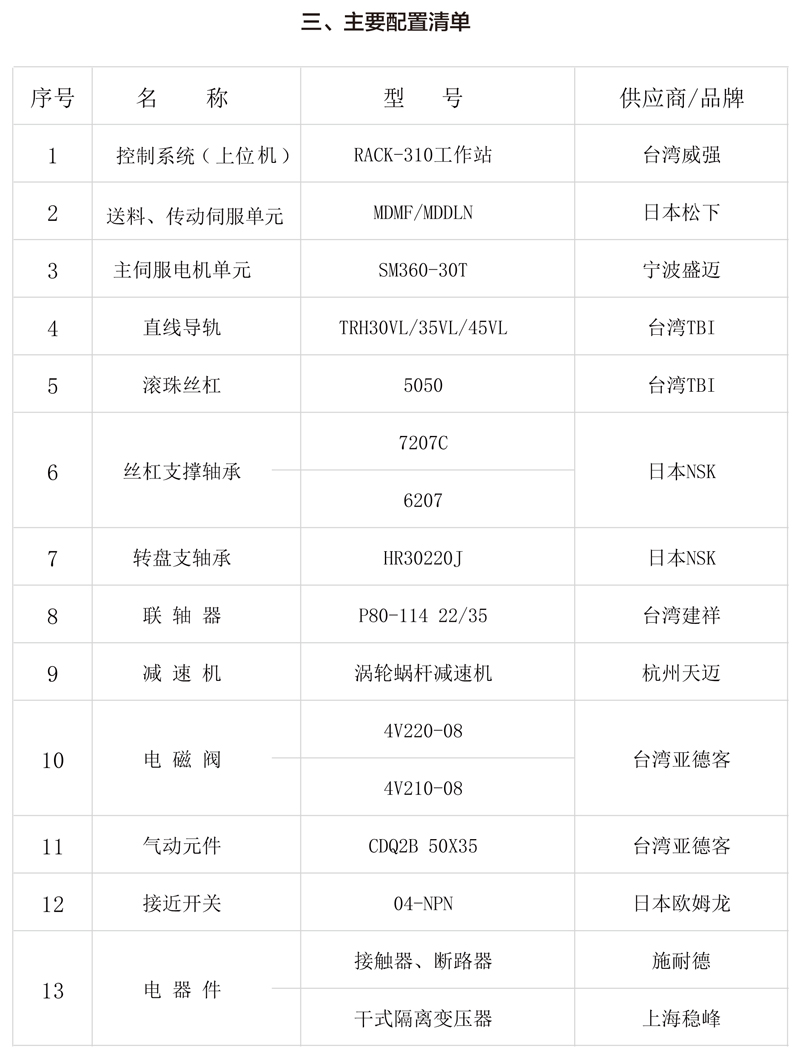
接纳进口主板上位机及通讯式运动控制卡,配合松下RTEX总线伺服单位,接纳全闭w66利来国际式传输信号,制止了脉冲传输方法泛起的信号丢步、传输延迟、无信号反响等现象,提高了信号传输速度和准确性,有效的提升了设备的运行速度和精度。总线控制方法通信速度快周期短,在多轴协同行动时,极大提高了轴与轴之间配合的准确性;控制信息通过指令包的形式发送,比古板的脉冲控制方法,抗滋扰能力更强,可有效制止较大的功率设备对控制系统的影响。所有控制功效都通过网线传输实现,制止因数据线过多造成的故障排查时的事情量;上位机控制系统可实时的通过RTEX总线会见或者写入它所需要的信息,而获得的信息也可以与工厂治理系统进行交互或者存储,以便于相关人员实时的了解设备的运行动态及生产状况;上位机与伺服电机驱动器之间的总线连接方法,能让各伺服电机事情状态抵达更佳。
7、编程软件:
使用Windows平台显示,适合一般人员的使用习惯,操作便当;加工程序图形化显示,加工产品一目了然,降低了加工蜕化的可能性;软件兼容G代码编程、CAD编程和CNCKad编程,便当差别操作人员的编程习惯。具有参数自动匹配功效:上位机控制系统可凭据加工板材尺寸巨细、板材厚度及加工工艺要求等特征,自动调解电机参数,做出相应送料速度、冲压速度的调解,使其能在最优工况下事情。
具有多轴联动功效:
X、Y、T三轴联动,XYC三轴联动,大大提高了加工效率;加工历程中,可随时调解加工速度,增加了加工的灵活性。具有参数备份恢复功效:设备调试完毕后,将参数备份生存,当机械泛起异常时,只需一键恢复备份,机械就能恢复到调试好时的事情状态。
具有夹钳扫描与掩护功效:
加工时可自动检测夹钳位置,当夹钳位置和编程指定的夹钳位置不匹配时,系统会报警提示,不执行加工命令,杜绝了冲压夹钳的危险;可设定A、B、C、D夹钳掩护区,制止盲区过大。具有X、Y运动锁定功效:当升降平台落下,进行维修、换模、人工操作时,X、Y轴运动锁定功效自动生效,不做运动,彻底杜绝了因操作失误造成的人身伤害。
具有自界说报警功效:
可凭据客户需求,特别增加掩护,当掩护状态触发时,机械停止运动,并提示相应的掩护触发状态,在包管统一性的情况下,增加了设备的可扩展性。
具有辊筋、辊台、划线功效:
通过软件控制可将冲头运行处于静止状态,通过板材移动,实现辊筋、辊台、划线功效。
售后效劳
一、公司拥有严格、规范的售后效劳制度。
1.我公司是机床工具行业通过ISO9001质量体系认证的企业,以设备投运时间为准,壹年以内,实行包修,我公司全国设立18处效劳处,如果机械泛起故障,维修效劳人员包管在24小时内抵达客户厂区(偏远地区48小时内)。
2.维修效劳人员到用户进行效劳,必须对完成的维修任务、解决问题的要领做出详细的纪录,并由用户将意见反响到本单位,对效劳人员的事情质量实行严格的控制和考核。
二、专业的效劳步队包管效劳网络的可操作性。
1.对用户的培训
(1)用户可派操作人员到我公司或由我公司售后人员抵达需方厂区进行操作、保养、维护等方面的培训。
(2)机床到用户现场后,我公司安排专职人员到用户进行装置调试,并对设备操作人员进行培训,直到能独立操作机床。
2.专职的售后效劳步队,隶属于销售部分,可对用户提出的效劳要求做出实时响应。
3.为了更实时的做好效劳事情,公司效劳步队和常用配件进行划片分区治理。
4.多条技术效劳热线,包管用户使用的便当性与实时性。
在线留言
产品分类
联系w66利来国际
销售热线0532-88185699
18560685699
售后热线
0532-88180298
18560681234
地点:青岛市黄岛区东岳中路251号